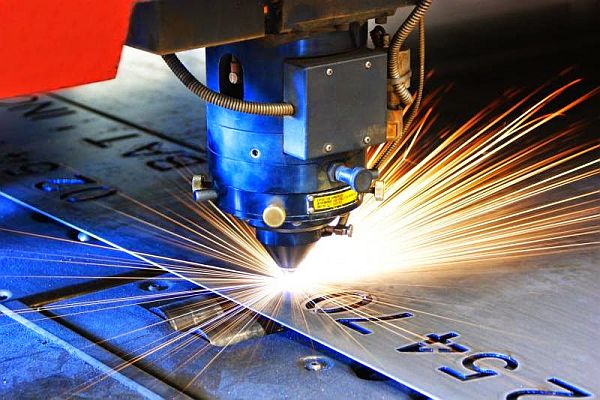
Cắt inox bằng laser, gia công kim loại bằng laser hay nhứng ứng dụng của laser trong công nghệ chế tạo khoan, cắt, khắc, hàn… khác tuy ra đời từ rất sớm nhưng cho đến nay tại Việt Nam mới được ứng dụng rộng rãi. Laser cho ra những sản phẩm cắt, khắc chính xác với nhiều hình dạng khác nhau mang đến cho ngành công nghiệp nước ta bước tiến xa về kỹ thuật và thẩm mỹ.
Để tạo được những sản phẩm gia công từ laser chất lượng và thẩm mỹ thì còn phụ thuộc vào những yếu tố sau đây:
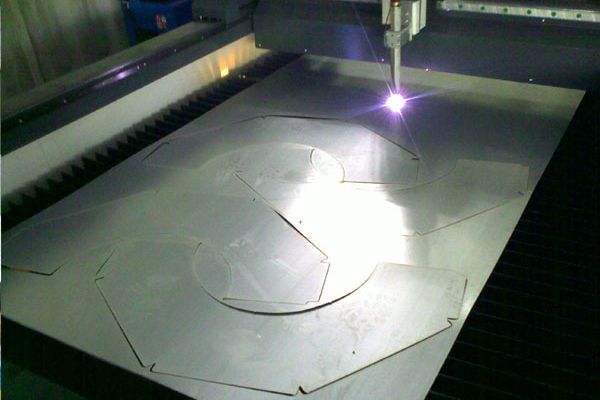
Tốc độ cắt
Tốc độ cắt ảnh hưởng tới chất lượng cắt laser cũng do công suất phát laser. Nếu như công suất phát laser lớn thì tốc độ cắt sẽ nhanh, công suất phát laser nhỏ thì tốc độ cắt chậm. Ngoài ra, kiểu cắt khác nhau cũng khiến cho tốc độ cắt có sự khác nhau. Ví dụ như cắt theo đường thẳng sẽ nhanh hơn so với những đường cắt phức tạp, nhất là đường cắt có lỗ nhỏ.
>> Laser là phương pháp hoàn hảo để cái Inox
Công suất chùm tia laser
Tốc độ cắt bị tác động bởi công suất của chùm tia laser, chính vì vậy mà khi công suất quá cao thì tốc độ cắt nhanh, tốc độ cắt nhanh kéo theo hiện tượng cháy bề mặt. Và tương tự như vậy, nếu công suất chậm thì không đủ công suất để laser có thể cắt đứt được vật cần cắt.
Thêm nữa, công suất của chùm tia laser còn phụ thuộc vào chiều dày của vật liệu và hình dáng kiểu đường cắt. Tùy vào chiều dày và hình dáng vật liệu cần cắt mà người ta chọn kiểu cắt với công suất cắt liên tục hoặc cắt kiểu xung.
Tần số xung laser
Nếu chọn công suất cắt kiểu xung thì tần số xung sẽ ảnh hưởng đến công suất cắt. Nếu tần số cắt càng cao bao nhiêu thì năng lượng phát ra càng lớn bấy nhiêu và cắt càng nhanh. Và ngược lại, tần số nhỏ thì năng lượng phát nhỏ, dẫn đến cắt chậm, thường dùng cho cắt biên dạng phức tạp hoặc cắt các lỗ nhỏ li ti.
Tỷ lệ độ rộng xung
Độ rộng của xung càng lớn thì năng lượng phát ra lớn và ngược lại. Yếu tố này cũng tương tự như những ảnh hưởng của tần số xung laser đến chất lượng cắt laser.
>> Ưu và nhược công nghệ cắt Laser
Khe hở giữa đầu cắt và vật liệu cắt
Khe hở giữa đầu cắt và vật liệu cắt thường là 1.5mm, tuy nhiên kích thước này sẽ có sự khác nhau giữa vật liệu cắt. ví dụ với nhôm hoặc inox thì do áp suất khí cắt lớn nên khe hở giảm xuống chỉ còn 0.3 đến khoảng 0.5mm.
Ngoài những yếu tố nêu trên thì kích thước của đầu cắt cũng là yếu tố ảnh hưởng đến chất lượng sản phẩm gia công bằng laser. Đối với từng vật liệu có kích thước và hình dạng khác nhau thì đầu cắt cũng sẽ có kích thước khác nhau tương ứng để tạo sự phù hợp khi cắt.




